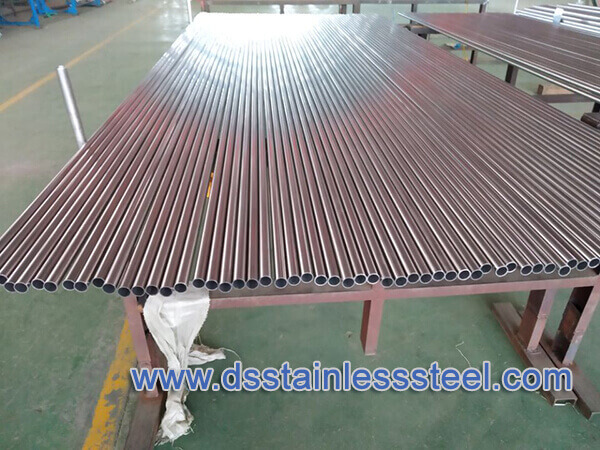
ASME SA249 TP304 welded tubes are manufactured for heat exchanger, boiler and condenser systems, the 304 stainless steel tube complies with ASME SA249 specification, which is the American Society of Mechanical Engineers (ASME) standard specification for welded austenitic stainless steel pressure tube, the standard specifies manufacturing process, chemical composition, mechanical properties, dimensional tolerances, surface quality and inspection methods ensure the high quality and consistency of the products, it is ASTM A249 equivalent. ASME SA249 TP304 material is the most widely used Austenite stainless steel due to its good properties and strong corrosion resistance, it is the ideal grade to save cost in the stainless steel family.
ASME SA249 TP304 Tube Specifications
| Standard | ASME SA249 |
|---|---|
| Tube Type | Welded Tube |
| Grade | TP 304 |
| Finishes | Annealing Pickling Bright Annealing Polished Precise drawn |
| Outside Diameter | 6 – 219.1 mm |
| Thickness | 0.5 – 8 mm |
304 Stainless Steel
Grade 304 is typically 18 Chromium 8 Nickel stainless steel material, usually, TP 304 is also AISI 304, TP304 stainless steel has good forming and welding features, and it can be used in many applications, like oil and air, plant, food processing, and medical and pharmaceutical fields, compared to TP304L and TP316L.
ASME SA249 304 Chemical Composition
| Grade | C | Si | Mn | Cr | Ni | S | P | Fe |
|---|---|---|---|---|---|---|---|---|
| TP304 | 0,08 | 1,0 | 2 | 18 – 20 | 8 – 11 | 0,03 | 0,045 | Bal. |
ASME SA249 304 Mechanical Properties
| Grade | Tensile Strength (Mpa) | Yield Point (Mpa) | Elongation (%) |
|---|---|---|---|
| TP304 | 515 | 205 | 35 |
ASME SA249 Specification
ASME SA 249 standard is for welded stainless steel tubes, the tubes are installed for heat changer, boiler and condenser in heating or cooling delivery systems. The tube is made starting from stainless steel strip or coil, welding both edges, forming the shape, rolling inside and outside surface, that will be shape tubes, then heat treatment and cold working process should be made conforming to this standard.
ASME SA249 TP304 Welded Tubes Sizes
ASME SA 249 stainless steel heat exchanger, boiler and condenser tubes have various sizes with various grades, outside diameter, wall thickness, as well as length are the main size requirements. custom sizes we offered for welded tubes are as below.
Outside diameter: ranges from 6 to 304.8 mm, custom sizes have 16, 19.05, 25.4, 31.8, 38.1, 44.45, 50.8, 76.2, 101.6 mm
Wall thickness: average thickness and minimum thickness are available, there are 0.71, 0.89, 1.0, 1.25, 1.65, 2.11, and 2.77 mm.
Tolerance of outside diameter and thickness should conform to ASME SA 249 specification and ASTM A1016/M, welded tubes require precise tolerance for the specific use.
| OD | WTH | L | |
|---|---|---|---|
| <25.40mm | ±0.10mm | ±10.00% | OD<50.8mm +3.0mm -0mm OD≥50.8mm +5.0 -0mm |
| ≥25.4mm~38.1mm | ±0.15mm | ||
| ≥38.1mm~50.8mm | ±0.20mm | ||
| ≥50.8mm~63.5mm | ±0.25mm | ||
| ≥63.5mm~76.2mm | ±0.30mm | ||
| ≥76.2mm~101.6mm | ±0.38mm | ||
| ≥101.6mm~190.5mm | +0.38mm -0.64mm | ||
| ≥190.5mm~228.6mm | +0.38mm -1.14mm | ||
Quality Control
Tube analysis should conform to TP304 stainless steel chemical composition, like nickel alloy content and others, using a direct-reading spectrometer or PMI tester.
All tubes shall be furnished in the heat-treated condition in accordance with the required solution temperature, TP304 grade solution temperature range is from 1040 ℃ to 1150 ℃, heat number should be recorded according to the same size of each lot.
The tubes shall undergo mechanical tests such as tension test, flattening test, flange test, reverse-bend test, hardness test (Rockwell hardness), and nondestructive test is conducted for each tube, like eddy current testing and air underwater testing.
Special testing should be stated before production, such as intergranular corrosion, and welding decay test.
Mill Test Certificate should be offered according to EN 10204 3.1 type.
ASME SA249 TP304 Welded Tubes Manufacturing
The manufacturing process of ASME SA249 stainless steel welded tube is extremely delicate, mainly including key steps such as raw material preparation, forming, welding, heat treatment, surface treatment and inspection. Raw materials are mostly high-quality stainless steel sheets or strips, which are precision cut and fed into the forming machine to be rolled and shaped to form a tube. Subsequently, the tube is welded through advanced welding techniques (e.g. TIG welding, laser welding, etc.) to ensure that the welding quality meets or exceeds standard requirements. After welding, the welded tube is also subjected to a rigorous heat treatment process to eliminate welding stress and improve the mechanical properties and corrosion resistance. Finally, surface treatment and final inspection are carried out to ensure that the welded pipe meets the specific needs.
U Bend Tube
Heat exchanger systems, often require U-bend type stainless steel tubes, U-bending tube has the benefit of saving costs. leg length max 12 meters, radius max 1.5 meters, bending part should be heat treated to relieve stress, then pickling to ensure tube surface clean.
Bright Annealing Tube
Bright annealing and annealed pickling processes can eliminate the scaling to make the inside and outside surface clean, inert gas hydrogen-air in the closed furnace, then heat treatment improves tube roughness, it makes the tube brighter, when it is installed in heater and cooler system, that will be easy as well as to clean.